 До сих пор алюминий является лучшим металлом для всевозможных поделок. Он легко обрабатывается, имеет небольшой вес, остается прочным и не ржавеет.
До сих пор алюминий является лучшим металлом для всевозможных поделок. Он легко обрабатывается, имеет небольшой вес, остается прочным и не ржавеет. 
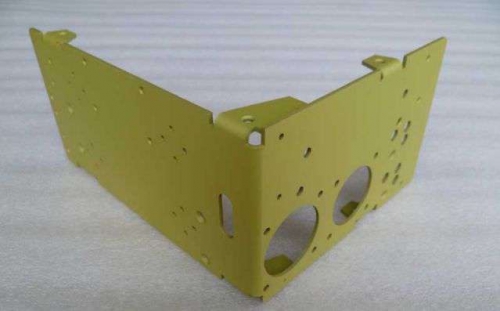
До сих пор алюминий является лучшим металлом для всевозможных поделок. Он легко обрабатывается, имеет небольшой вес, остается прочным и не ржавеет. Однако у алюминия есть один недостаток – не очень красивый вид. Краска на нем плохо держится, а неокрашенный алюминий покрывается темными пятнами со временем. Но из этой ситуации можно найти выход – стоит обратиться к процедуре анодирования алюминия.
Содержание:
- Предназначение анодирования
- Теплое анодирование
- Холодное анодирование
- Этапы анодирования
- Типичные ошибки при анодировании
Предназначение анодирования
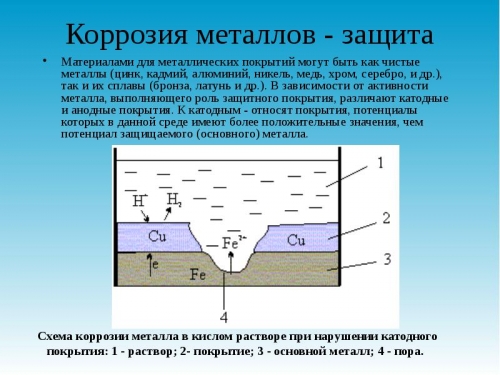
Алюминий имеет свойства соединяться в естественной среде с кислородом, образуя при этом на своей поверхности защитную плёнку. Именно данный слой позволяет не окисляться металлу. Но подобный природный оксид способен повреждаться, потому что является очень тонким.
Эту проблему можно решить с помощью специального процесса анодирования, который помогает сделать металл более устойчивым и прочным к внешним факторам. После процедуры коррозия алюминию не грозит. Пленка, что образовывается в результате анодирования, отличается большой износостойкостью, потому что от обработанной детали она не отслаивается со временем.
Причем анодирование не является процессом нанесения защитного покрытия, как происходит при хромировании или цинковании. Защитная окисная пленка в этом случае формируется непосредственно из самого защищаемого металла. К слову сказать, поддается анодированию титан, алюминий и магний.
Анодирование в промышленных условиях проводят в 20-процентной серной кислоте. Но с ней опасно и неудобно работать в домашних условиях. К счастью, практике известен и другой метод анодирования – с использованием раствора углекислого натрия (сода) и хлористого натрия (обыкновенная пищевая соль).
Преимущества процесса анодирования следующие:
- После анодирования алюминиевый профиль приобретает большие защитные свойства;
- Однородность и матовость поверхности металла;
- Устранение всех повреждений (полос и царапин), которые возникают в результате повреждения;
- Высокие декоративные качества;
- Большая толщина защитного покрытия металла.
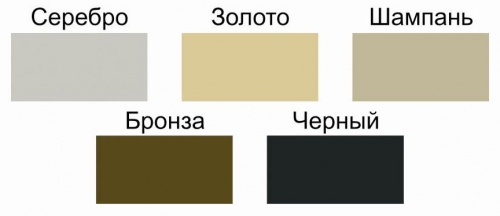
Нередко анодирование совершается с целью повысить декоративные качества алюминия и придать металлу желаемый оттенок. Обычно выбирают такие оттенки: темное или светлое золото, жемчуг, серебро с матовым отблеском. Цвет можно изменять, используя для этой цели обыкновенные анилиновые красители, которыми принято красить одежду.
Теплое анодирование
Процедура теплого анодирования является легкоповторяемым процессом обработки алюминия при комнатной температуре – 15-20 градусов. Несложные манипуляции позволяют получать довольно красивые разноцветные покрытия после окраски в органическом красителе. Если вы хорошенько постараетесь, можно на одной детали добиться сразу нескольких цветов.
Достаточно вспомнить старые советские ружья РПО-2, РПС-3, РПО-4 зеленого цвета, который является результатом процесса теплого анодирования металла. Красителем служила всем известная аптечная зеленка. Подобный метод позволяет добиться больших эстетичных результатов, но не лишен недостатков.
Детали, обработанные подобным способом, не демонстрируют по-настоящему высокую антикоррозионную защиту. В морской воде, в зоне контакта с агрессивным металлом (нержавейка, титан) коррозия все-таки появляется. Невелика и механическая защита подобного покрытия - обычной стальной иглой легко процарапать его. В особенно неудачном случае «защитный» слой можно стереть рукой.
Однако подобное «низкопробное» покрытие с другой стороны служит прекрасной основой для дальнейшей покраски. Какая высокая адгезия любой краски к данному слою – невозможно представить! Если использовать эпоксидную краску, получиться весьма неплохая и достаточно эстетичная защита. Краска будет держаться очень долго и крепко. Хорошо будут смотреться матовые нитроэмали.
Алгоритм теплого анодирования:
- обезжиривание детали и закрепление изделия в подвеске;
- анодирование до молочно-мутного оттенка в ванне;
- промывка детали в холодной воде;
- окраска изделия в горячем растворе анилинового красителя;
- закрепление окрашенного слоя в течении получаса.
Холодное анодирование
«Холодная» технология при температуре обработки от минус 10 до плюс 10 градусов была изобретена из-за двух причин: высокого качества, прочности и твердости анодного слоя в холодных условиях; низкой скорости растворения поверхности слоя и большой толщины слоя.
На самом деле слой со стороны металла нарастает и одновременно с внешней стороны растворяется. Скорость роста слоя является приблизительно одинаковой для обоих процессов. Но холодное анодирование деталей демонстрирует низкую скорость растворения внешней защитной пленки. Потому и возможно получить довольно толстый слой. А вот при теплой процедуре скорость внешнего растворения защитного слоя достигает скорости роста внутреннего слоя, поэтому невозможно получить толстый слой при таком варианте.
Процесс холодного анодирования требует принудительного глубокого охлаждения. Только так получается создать красивое, твердое и износоустойчивое покрытие. К примеру, подводному ружью с подобным покрытием не будет страшна морская вода с любым уровнем солености. И только при контакте с титаном коррозия может начаться в очень далеком будущем.

Единственным незначительным минусом данной процедуры является невозможность окрасить слой органическими красителями. Цветовая окраска защитного слоя, получаемого в результате процедуры холодного анодирования, является естественным процессом, зависящим исключительно от состава обрабатываемого сплава. Оттенки изменяются от зеленовато-оливкового до почти черного или темно серого цвета.
Алгоритм холодного анодирования:
- обезжиривание и закрепление детали в подвеске;
- анодирование стали до плотного оттенка слоя в ванне;
- промывка в горячей или холодной воде;
- закрепление слоя посредством варки в дистиллированной воде или выдержки на пару.
Этапы анодирования
Каждый этап анодирования алюминиевого изделия придаёт металлу очередное преимущество. Подготовка к самому процессу кроется в погружении детали в определенный щелочной раствор, в результате чего является полное очищение алюминия от масел и загрязнений.
После промывки, производимой в растворе из каустической соды, удалится тонкий слой алюминия, мешающий процессу анодирования. Сама процедура анодирования алюминиевой детали придает более плотную поверхность, обеспечивающую слоем оксидной плёнки. Декоративные моменты анодирования способны придать изделию определенный цвет и блеск.

А процесс уплотнения помогает закрыть поры алюминию, который имеет довольно пористую структуру. В целом понятно, что анодирование необходимо алюминию, если вы планируете защитить его от коррозии и прочих повреждений. Кроме того, анодирование способно придать изделию приятный вид. Совершить данный процесс вы можете и в домашних условиях.
Типичные ошибки при анодировании
Как вы поняли, повсеместно чаще всего используется именно холодная технология анодирования алюминия, в результате которой получается очень твердое и прочное покрытие с высокой коррозионной защитой. Однако в процессе работы обыватели часто допускают ошибки, с типичными нужно ознакомиться, чтобы не повторять их в своей практике.
Температура электролита
Если при работе вы установили температуру ниже -10 градусов, у вас не получится добиться нужной анодной плотности тока на изделии. Независимо от того, что реостат по максимуму выкручен и напряжение, которое идет с блока питания, максимальное. В результате малого уровня плотности тока покрытие будет медленно расти, и получаться бесцветным.
Проблема заключается в том, что электрическое сопротивление электролита при очень низких температурах сильно увеличивается, вследствие чего недостаточно вашего напряжения для «правильной» плотности тока. В таком случае вы можете пойти двумя путями: поднять напряжение до 100 вольт, что очень опасно, или прогреть электролит до -10 градусов. Второй вариант предпочтительнее.
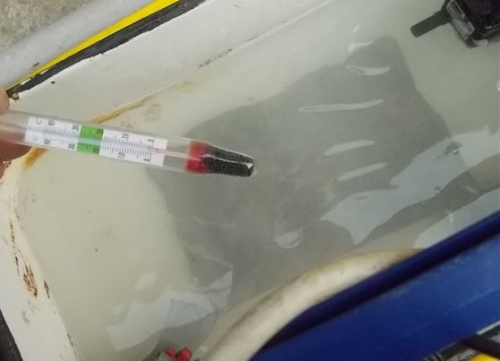
Если вы установили температуру выше плюс 10 градусов, плотность тока будет правильной, а вот анодный слой получится слабоватым, да и окраски не будет, только мутный молочный оттенок. При превышении порога допустимой температуры процесс анодирования дома будет изменяться в качественную сторону, превращаясь из холодного в теплый, то есть ухудшаясь. Даже уже наращенный холодный слой будет разрыхляться и постепенно растворяться, даже если окраска потеряется не полностью.
Анодная плотность
Анодный слой нарастает медленно. Окрашенность защитного слоя появляется скачкообразно, когда анодная плотность тока составляет 1,5 - 1,6 ампера на квадратный дециметр. При меньшей плотности слой получится бесцветным или мутно-белым. Хотя его прочность и будет сносной.
Но лучше для небольшого запаса надежности (если вы ошиблись при определении площади поверхности изделия) придерживаться плотности 2 - 2,2 ампера на квадратный дециметр. Не стоит поднимать анодную плотность путем увеличения тока выше нормы, если вы хотите, чтобы процесс проходил быстро. В этом случае вас будут преследовать растравы и пробои детали.
В принципе при анодировании в домашних условиях допустима большая плотность тока при интенсивном перемешивании электролита и хорошем отводе теплоты от детали. Это сократит время процесса и позволит нарастить толстый защитный слой (в промышленности можно достичь даже 2-миллиметрового слоя анода). Но для этого нужно предусмотреть качественное охлаждение деталей в процессе анодирования.
Помните, что теплый электролит способен интенсивно растворять анодный слой! В течение нескольких секунд микрозоны перегрева оголяются полностью до белого метала, и через них течет ток, что больше нормального в разы. И начинается местное травление металла. Изделие за пару минут даже может наполовину раствориться наполовину.
Катодная плотность
Если катодная плотность слишком велика (площадь поверхности катода недостаточна, в сравнении с площадью обрабатываемой детали), то это не будет большой проблемой при обработке маленьких деталей, расположенных в разных концах емкости далеко от катода. Но если нужно анодировать габаритное изделие в небольшой ванне, то возникнут проблемы: склонность к прогару и растравливание детали.

Запомните: малые размеры катода вызывают неравномерное распределение по поверхности изделия силовых линий тока. А это в итоге вызывает повышенный риск прогара. Поэтому площадь катода сделайте в 2 раза больше площади детали. Так в процессе анодирования ток будет распределяться равномерно на поверхности детали.
Контакт детали с подвеской
Если деталь имеет плохой контакт с подвеской, вы не сможете достичь правильной силы тока. К тому же при подаче тока на изделие пузырьки кислорода будут уходить с поверхности зажима, а не с ее поверхности. Или вообще не будут формироваться. Данная проблема возникает из-за создания некачественного зажима.
Различные варианты, что состоят в обматывании детали алюминиевой проволокой, не являются надежными. Зажим должен быть с резьбовой контактной шпилькой из алюминия. Только такие конструкции позволяю прижать электрод к изделию с достаточной силой, обеспечив надежный электрический контакт.
Теперь вы знаете, что собой представляет процедура анодирования алюминия, для каких металлов она ещё подходит, и какие требования предъявляются при работе оборудованием для анодирования. Существует два вида анодирования – теплое и холодное. Однако первый вариант уже себя изжил. Перед работой обязательно стоит ознакомиться с типичными ошибками, чтобы не повторять их.