 Многие домашние мастера и автолюбители сталкиваются с потребностью проведения сварочных работ. Практике известно несколько методик, каждую из них
Многие домашние мастера и автолюбители сталкиваются с потребностью проведения сварочных работ. Практике известно несколько методик, каждую из них Многие домашние мастера и автолюбители сталкиваются с потребностью проведения сварочных работ. Практике известно несколько методик, каждую из них можно самостоятельно освоить, имея определенные теоретические знания и навыки. Самодельная контактная сварка, которая используется для соединения разных элементов стальных труб, алюминиевых и медных проводов, не является исключением.
Содержание:
- Процедура контактной сварки
- Виды контактной сварки
- Устройство аппарата для точечной сварки
- Изготовление аппарата для точечной сварки
Процедура контактной сварки
Контактную сварку используют в большинстве случаев для производства серии однотипных изделий или для изготовления сварных соединений деталей, которые имеют большие размеры. Принцип процедуры заключается в разогревании металла с помощью тока, который проходит по нему, путь тока при этом является неоднородным.
Контактная сварка в домашних условиях требует использования мощнейших источников питания, чем в ситуации с электродуговой сваркой, потому что даже в небольших контактных машинах для подобных работ сила тока измеряется тысячами ампер, не вспоминая уже более крупные машины.
Данный технологический процесс производят с нагревом области сварки электрическим током, проходящим через заготовки, с использованием давления. Основными параметрами этого метода сварки являются ток, время протекания тока и сила сжатия. Зависимо от определенных значений этих показателей выделяют жесткий и мягкий режимы сварки.
Помимо этого, выделяют несколько разновидностей контактной сварки – стыковую, точечную и шовную. Поскольку процесс производится при помощи электродов, которые размещаются по-разному относительно заготовок, то также бывает одно- и двухсторонняя сварка.
Обычно технологию контактной сварки выполняют по точечному типу. Заготовки прижимают электродами, через которые идет в будущем высокоамперный ток. Он проходит по большому числу мелких каналов заготовки, которые разогреваются, и в итоге расплавляется центральная зона точки сварки.
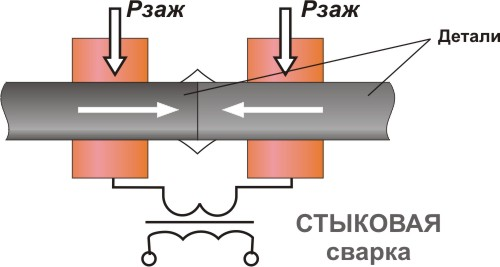
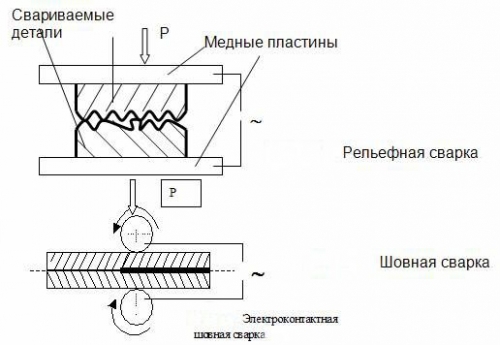
При стыковой сварке ток пропускается через стык деталей примерно одинакового сечения, а после достижения сварочного жара в области сварки осуществляется осадка. Электроды, которые подводят к изделию ток и производят осадку, при шовной сварке имеют форму роликов, которые катятся по шву, поэтому данный способ сварки ещё называют роликовой сваркой.
Виды контактной сварки
Контактная сварка — это процедура, при которой соединение свариваемых деталей совершается по всей поверхности торцов, что стыкуются. Сварка может выполняться сопротивлением или оплавлением (прерывистым или непрерывным).
Сварка сопротивлением
Обработанные детали плотно прижимают между собой и включают сварочный ток. Ток выключают после того, как стыкуемые поверхности нагреты до пластического состояния и проведена осадка. Таким методом принято сваривать детали из низкоуглеродистой стали, которая имеет прямоугольное или круглое сечение площадью приблизительно до 1000 миллиметров квадратных, и легированной стали площадью до 21 миллиметра квадратного.
Цветной металл и его сплавы хорошо свариваются сваркой сопротивлением. Данным видом контактной сварки хорошо сваривать и разнородные металлы – латунь и медь, сталь с медью, разные сорта стали. Сварка сопротивлением нуждается в высокой чистоте свариваемых поверхностей и строгом контроле температуры нагрева. Поэтому данная методика не получила широкого использования.
Сварка непрерывным оплавлением
Сварку непрерывным оплавлением выполняют в такой последовательности. Детали, которые закреплены в зажимах машины, плавно приводят перемещением подвижного зажима в соприкосновение при включении сварочного тока. При этом осуществляется оплавление свариваемых торцов изделий. Потом проводят осадку на определенную величину и выключают ток.
Подобная методика ручной контактной сварки применяется при сварке тонкостенных труб, рельсов и листов. Допускается сварка разных металлов. Достоинством сварки металла непрерывным оплавлением выступает высокая производительность, а недостатком — существенные потери металла на разбрызгивание и угар.
Сварка прерывистым оплавлением
Сварку прерывистым оплавлением производят чередованием неплотного и плотного контакта свариваемых деталей при включенном токе сварки. Возвратно-поступательные движения зажима способны периодически замыкать сварочную цепь в области контакта деталей, пока их торцы не разогреются до температуры примерно 800—900 градусов по Цельсию.

Затем совершается оплавление и осадка. Прерывистым оплавлением принято сваривать низкоуглеродистую сталь в тех ситуациях, когда мощность аппарата недостаточна для осуществления сварки с непрерывным оплавлением.
Данная методика контактной сварки своими руками связана с дополнительными затратами металла, поэтому зачастую подогрев проводят способом сопротивления, включая при замкнутой сварочной цепи ток, а потом разводят детали и занимаются оплавлением и осадкой.
Устройство аппарата для точечной сварки
Самодельный аппарат для контактной сварки можно использовать для сваривания деталей из обычной и нержавеющей листовой стали, которая имеет толщину 0,08 — 0,9 миллиметра, или для соединения проволоки из стали толщиной до 1,5 миллиметра.
Аппараты для контактной сварки в своем составе содержат два функциональных узла — выносной сварочный пистолет и блок питания. Блок питания состоит из реле, что собран на тиристоре и сварочном трансформаторе. К одному выводу его низковольтной обмотки при помощи сварочного кабеля подключается электрод.
При сварке второй вывод надежно соединяется с самой массивной свариваемой деталью. Первичную обмотку трансформатора подключают к сети при помощи диодного моста и включенного в его диагональ тиристора. Трансформатор вспомогательный малой мощности оказывает питание сети управления тиристора и лампы подсветки.
Сварочный пистолет собирают из двух одинаковых деталей по размеру и форме, которые вырезаны из гетинакса, текстолита или другого прочного изолятора. В передней части крепят ламподержатель, микропереключатель и переходник, в задней - размещают выключатель подсветки между держателями и накладками винтами.
Накладки соединяют между собой винтами, которые вкручиваются в ламподержатель, распорные планки и переходник. Между накладками размещается сварочный кабель, который соединяется с переходником с использованием контровочного винта. На сварочном кабеле фиксируются отправляющие провода и коммутируют переключатели.
В отверстия переходников крепят сменные электроды, которые фиксируются при помощи контровочной гайки. На основании без изоляционной прокладки монтируют второй вывод обмотки трансформатора. Кабель, который подключен к данному выводу, снабжают зажимом любого типа, что предназначен для закрепления на свариваемой детали. Рекомендуемым типом зажима является струбцина.
Изготовление аппарата для точечной сварки
Для сборки оборудования для контактной сварки в домашних условиях рекомендуется использовать нижеследующие рекомендации. Размеры блока питания определяются габаритами трансформатора, поэтому сборку необходимо начинать с него.
Сборка трансформаторов
Особого значения не имеет конструкция трансформатора. Определяющим параметром служит сечение магнитопровода, оно должно быть больше 60 сантиметров квадратных. Магнитопровод вы можете использовать любой.
Намотайте первичную обмотку, которая содержит 160 — 165 витков, на круглом каркасе проводом ПЭТВ, который имеет диаметр 1,62 - 1,7 миллиметра, расположите на одной стороне магнитопровода и от него изолировать с помощью деревянных клиньев. Затем изогните петлей концы шины вторичной обмотки для дальнейшего крепления к ним сварочного кабеля болтами.
Изолируйте по всей длине шину перед намоткой лентой из фторопласта или аналогичного материала в один слой. Можете использовать изоленту, сложенную в несколько слоев. Изолируйте друг от друга такой же лентой слои первичной обмотки. Зафиксируйте ее выводы тесьмой. По схеме контактной сварки должны «вперекрышку» собираться пластины магнитопровода.

Стяжку магнитопровода необходимо производить болтами М8 и уголками. Для выпрямления пластин предварительно выполните стяжку. Верхнюю часть магнитопровода удалите после этого и поместите каркасы с обмотками на него. Затем поставьте на место пластины верхней части и выполните окончательную стяжку пластин. Относительно магнитопровода каркасы зафиксируйте деревянными клиньями.
После этого выполните электрическую проверку трансформатора — включите в сеть 220 В и измерьте напряжение на вторичной обмотке, которое в идеале должно составлять 41 В, а обмотки при этом не должны перегреваться. После того, как трансформатор готов, необходимо вычислить габариты основания и вырезать из стали в листах. Детали электронного реле можете разместить на плате из листового текстолита или гетинакса, что имеет толщину 3 — 5 миллиметра.
Вспомогательный трансформатор бывает любого типа, он обеспечивает на вторичной обмотке напряжение в 6 и 15 Вольт. Самодельный вспомогательный трансформатор вы можете сделать на основе магнитопровода с сечением 1 сантиметр квадратный.
Первичная обмотка должна иметь 8000 витков провода ПЭТВ — 2, который имеет диаметр 0,06 миллиметров, вторичная — 800 витков, обмотка III — содержать 200 витков кабеля с диаметром 0,2 миллиметра. Обмотки между магнитопроводом и собой изолируйте фторопластовой лентой.
Сборка сварочного пистолета
Если вас интересует, как сделать контактную сварку, то запомните, что начинать следует со сварочного пистолета. Его изготовление начинается с создания переходника и электродов. Из листа текстолита вырежьте накладки, габариты которых можно изменять под собственную руку. В ламподержателе просверлите каналы для проводов, которые ведут к лампе подсветки.
С помощью двух держателей и винтов крепится к накладкам микропереключатель. Распорные планки вы можете изогнуть из полосы оргстекла с учетом размещения на накладках и сварочного кабеля, который проходит через рукоятку. Накладки скрепите винтами, что ввернуты в переходник и распорные планки.

Опаяйте конец сварочного кабеля, вставьте в отверстие переходника и зафиксируйте контровочным винтом. Рекомендуется применять для надежной фиксации накладок специальные клеящие мастики. Притупите острые кромки накладок, а рукоятку обмотайте изолентой.
Если вы выполнили правильно сборку, то аппарат контактной сварки начнет работать сразу же. Для оценки работы собранной электросварки можно поступить так. Приварите несколькими точками к очищенному стальному бруску полоску стального листа, что имеет ширину 10 — 12 миллиметров, а потом оторвите ее плоскогубцами.
В результате в точках соединения должны образоваться отверстия, которые называют вырывами, диаметром около 0,5 — 0,8 миллиметра. Отрегулируйте длительность сварного импульса при возможных отклонениях с помощью подстроечного резистора. Проверку необходимо производить при последовательном и параллельном включении конденсаторов.
Теперь можно перейти к использованию аппарата. «Заземляющий» кабель следует подсоединить к детали, к которой приваривается другая деталь. Затем необходимо включить аппарат, приложить соединяемые детали друг к другу, прижать их плотно электродом сварочного пистолета и нажать на кнопку. Через 1 — 1,5 секунды можно снять электрод с точки, а затем установить на следующую.
Вы ознакомились с технологией и оборудованием для контактной сварки. Напоследок запомните, что мастер, который работает с аппаратом контактной сварки, должен находиться на коврике из резины и использовать перчатки и защитные очки.